







JK APEX Front Axle Truss
SKU : JK4451
Regular price $120.99
Complete your build with







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
JK APEX Front Axle Truss

- Apex design provides more rigidity than a flat top truss design. PATENTED
- CNC precision laser cut
- Dimpled holes provide light weight and rigidity
- CNC precision bending ensures perfect fitment
- Hassle-free installation: Reinforced truss – simply drop it in place and start welding
- 3D models from Dana Corp and vehicle OEM for perfect fit and clearance.
- 70% less welding needed than previous designs for less warping, faster turnaround, lower costs
- Contours to both the cast steel differential and FAD (front Axle disconnect)
- Worry-free wheeling for multiple tire sizes on stock axles
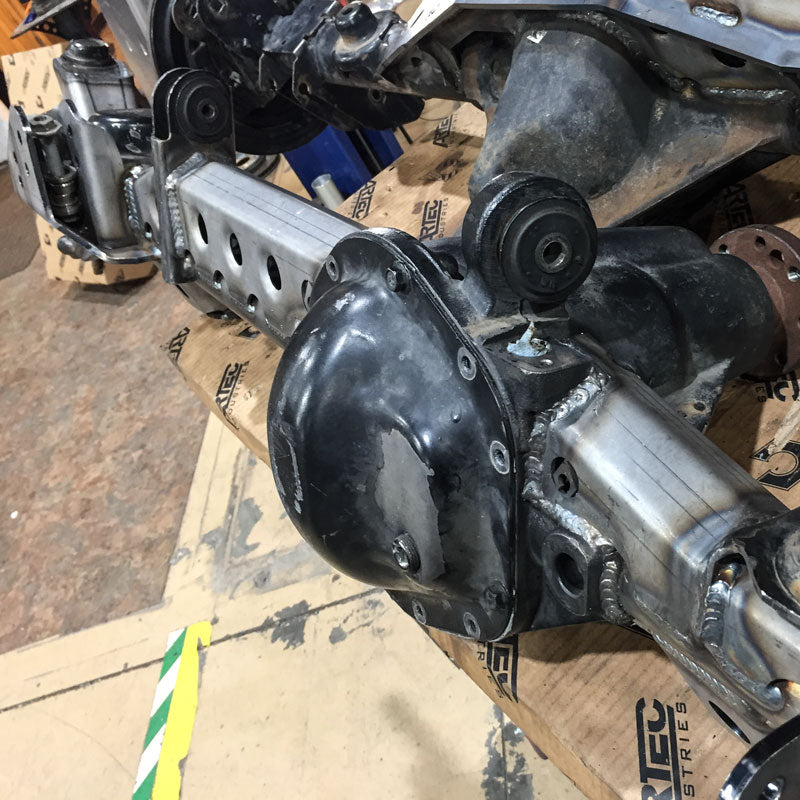
Artec Industries introduces the APEX Truss, a revolutionary Axle truss design that brings cost savings, strength, weight reduction, precision fitment, and complete Axle protection. The unique peaked shape top provides extra rigidity and eliminates long weld seams, making it easy to weld and quick to install. The APEX truss extends from end to end of the Axle and is suitable for both extreme applications and daily driving. It’s the ultimate low-cost solution for making your factory Jeep Axle stronger and more reliable.
- JK3051 -Use on JK Sport/Sahara (Dana 30 front axle)
- JK4451 - Use on JK Rubicon (Dana 44 front axle)
*Some grinding and fitment may be required when installing this kit. Every axle varies slightly and some fabrication may be required.
Notes : This kit requires general welding and fabrication skills including welding to the cast center section. Welding should only be done by a competent welder. Artec Industries implies no guarantees or warranties and is not liable for improper installation.
Notes : This kit requires general welding and fabrication skills including welding to the cast center section. Welding should only be done by a competent welder. Artec Industries implies no guarantees or warranties and is not liable for improper installation.
Reviews
Install Instructions
While we're working on the detailed instructions, here's some tips on installing your APEX truss. Refer to online pictures for orientation of the truss.
STEP 1. Unpack contents of shipment. Remove axle from vehicle for best results and easiest installation. Prior to mockup make sure axle is clean and uninstall any oem and aftermarket bolt-on accessories that may conflict with truss installation. Remove axle breather hose and uninstall any electric locker wires from casting. This area will be welded so care should be taken to prevent these components for melting.
STEP 2. Place parts 1 and 3 on the axle around the pumpkin. These parts should drop right on and self-center. Part 2 requires a little more work. If you are keeping your factory trackbar bracket, you will need to remove some material from part 2. Using a cutoff wheel, cut along the laser etched lines which make a trapezoid shape. If you are using a replacement Artec trackbar bracket, no cutting of the truss is needed. Place the tip of the truss that contacts the coil bucket on the coil bucket and rotate the truss down sliding past the UCA bushing. It may require a little force to pop past the bushing. Part 4 goes under the passenger side coil bucket. If you are keeping the factory trackbar bracket, you'll need to trim this bracket on the etch lines as well. Once trimmed, the truss piece will slide in from the backside over the shock brackets...it may take some work to shimmy it in there. If removing the factory trackbar bracket and using an Artec trackbar bracket, this piece can easy slide in from the front. Part 5 slides in from the front under the driver side coil bucket.
STEP 3. Using a marker or paint pen, indicate the areas on the axle where the truss touches the axle to prepare for welding. Remove truss pieces from axle. Using an angle grinder with either a flapper disc or wire wheel brush, clean the surface of the axle tube, casting, upper control arm mount, and coil perch until bare steel is exposed. Clean surfaces on drivers side casting, tube, and coil perch in a similar fashion. Repeat step 2 and place all truss pieces back on axle.
STEP 4. Prior to welding, ensure that the bottoms of all the truss pieces are in a straight line all together. The long truss can sag a little near the UCA mount so push down on the part over the casting and it'll straighten out. Place tack weld on truss pieces to hold all in place. Double check all truss pieces are straight.
STEP 5. Begin welding small strips of truss that touch the axle tube. You want to move around to different parts of the axle as you weld so you don't heat up areas too much. Place a welding blanket over welds so they do not cool too quickly.
STEP 6. To weld truss to cast section with best results, preheat casting evenly around where truss contacts to approximately 400 degrees. DO NOT HEAT UNTIL GLOWING RED AS THIS MAY DAMAGE THE CASTING. Once preheated, weld truss to casting before it cools. For best results, use a needle scaler or peening hammer to relieve the weld directly after welding. Post heat the area to approximately the same temp you used to preheat. Wrap axle in a welding blanket to slow the cooling process, the cooling should be slow (18-24hrs.) and uniform. (The idea behind this method is to relieve the stresses in the materials prior to welding, and ensure that the plate steel does not cool quicker than the cast resulting in stress cracks.)
STEP 7. When completely cooled, check for any cracks in weld especially around the casting. If cracks are discovered repeat the necessary steps above, grinding out any cracked welds and prepping the area.
STEP 8. Once axle is ready, paint truss and axle where bare steel is exposed to prevent rusting. After paint is dry, reinstall axle breather hose, electric locker wire, and any other components. Install axle according to manufacturers specs.
Full Instructions Coming Soon

Click image above to view Installation Instructions

Community Discussion